
























Économie d'énergie dans l'entreprise : les grandes orientations :
- Économie d'énergie électrique
- Réduction des pertes de chaleur et de vapeur.
- Réduction des pertes dans les conduites de vapeur
Économie d'énergie dans l'entreprise : méthodes d'économie d'énergie
- Sélection de la catégorie de prix optimale et révision des conditions contractuelles de fourniture d'énergie.
- Optimisation du moteur électrique
- Installation VFD
- Optimisation des systèmes d'air comprimé
Choisir la catégorie de prix optimale pour votre alimentation
Au total, il existe 6 catégories de prix de fourniture d'énergie, selon lesquelles les entreprises peuvent acheter de l'électricité auprès de fournisseurs garantis.
Toutes les petites entreprises d'une puissance installée inférieure à 670 kW, au moment de la conclusion d'un contrat d'alimentation électrique automatique, entrent dans la première catégorie de prix.
Toutes les entreprises dont la puissance installée est supérieure à 670 kW entrent automatiquement dans la troisième catégorie de prix.
Les première et troisième catégories de prix ne sont pas toujours les catégories d'alimentation les plus optimales et les moins chères.
Dans certains cas, le passage à une autre catégorie de prix peut réduire le coût de l'électricité de 5 à 30 %.
Le sujet des catégories de prix est assez vaste, dans notre revue sur les catégories de prix, nous expliquons en détail comment calculer et choisir correctement la catégorie de prix de l'alimentation.
En plus des catégories de prix, nous vous recommandons également d'examiner de près d'autres aspects du contrat d'alimentation :
- Niveau de tension,
- énergie,
- frais de transport d'électricité.
Dans notre revue, vous pouvez en apprendre davantage sur ces méthodes et d'autres pour réduire les coûts énergétiques.
Économie d'énergie dans l'entreprise : moteurs électriques
Il est nécessaire de prendre en compte tous les équipements où des moteurs électriques sont utilisés :
- baskets,
- compresseurs,
- Ventilateurs,
- Des machines-outils,
- lignes de production.
Plan de contrôle du moteur électrique
Le plan de contrôle des moteurs doit devenir partie intégrante du programme d'économie d'énergie de l'usine.
Ce plan permettra de mettre en place un système d'économie d'énergie à long terme pour tous les moteurs électriques de l'entreprise.
Le plan de contrôle du moteur garantira que les pannes et les dysfonctionnements ne se produisent pas, et s'ils se produisent, ils sont résolus rapidement et efficacement.
Étapes pour créer un plan de contrôle moteur :
- Faites l'inventaire de tous les moteurs de l'installation.
- Créez une liste de moteurs avec leurs principaux paramètres, leur état technique, leur durée de vie.
- Élaborer des instructions générales pour effectuer des réparations.
- Élaborer des directives pour l'entretien préventif, la lubrification et l'inspection.
- Créer un stock de sécurité de pièces détachées fréquemment utilisées.
- Créer une spécification d'achat pour les nouveaux moteurs.
Rebobinage de moteur électrique
En règle générale, le rembobinage d'un vieux moteur électrique est beaucoup moins cher que l'achat d'un nouveau.
Le moteur électrique doit être remplacé si le coût de son rembobinage dépasse 60% du coût d'un nouveau.
Ensuite, tout dépendra de la façon dont le rembobinage est effectué.
Si le travail est effectué au plus haut niveau, le moteur ne perdra que 1% à 2% de son efficacité.
Si le rembobinage est mal fait, les pertes dans le moteur électrique augmenteront de 5 à 10 %.
Le remplacement de l'ancien moteur électrique par un nouveau moteur écoénergétique est logique dans les cas où le moteur fonctionne plus de 2000 heures par an.
La période d'amortissement d'un nouveau moteur écoénergétique ne dépassera pas 1, 5 à 2 ans.
Économies d'énergie dans l'entreprise en augmentant le facteur de charge
Le facteur de charge est le rapport entre la puissance de fonctionnement et la puissance apparente.
C'est ainsi que l'énergie est utilisée efficacement.
Plus le facteur de charge est élevé, plus l'électricité sera utilisée efficacement.
Le moteur électrique fonctionne de manière optimale à 75 % de charge ou plus.
Par conséquent, l'installation de moteurs au-dessus de la puissance requise (pour des raisons de sécurité) sera non seulement plus coûteuse, mais également inefficace en termes de consommation d'énergie.
Le facteur de charge peut être augmenté comme suit :
- arrêt des moteurs déchargés,
- remplacement des moteurs, qui sont chargés à moins de 45%, par des modèles moins puissants,
- redistribution de la charge entre les moteurs électriques existants.

Entraînement à fréquence variable (VFD)
L'installation de variateurs de fréquence n'a de sens que pour les systèmes dynamiques.
Dans les systèmes statiques, qui ne sont impliqués, par exemple, que pour soulever des charges, l'installation d'un variateur de fréquence n'aidera pas et peut souvent endommager.
Le VFD équilibre la charge et la vitesse du moteur, garantissant que l'énergie électrique est utilisée de manière optimale.
Le VFD peut réduire la consommation électrique du moteur d'un minimum de 5 % et d'un maximum de 60 %.
La période de récupération du VFD est généralement de 1 à 3 ans.
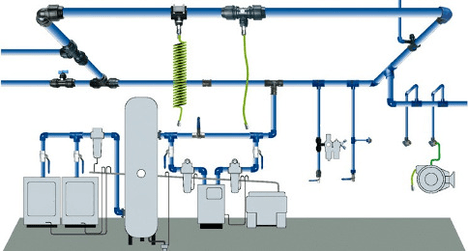
Optimisation des systèmes d'air comprimé
L'air comprimé est utilisé dans une grande variété d'industries.
Dans certaines entreprises, l'air comprimé est le principal consommateur d'électricité.
L'air comprimé est utilisé dans les dispositifs et équipements pneumatiques, dans les convoyeurs, les lignes automatiques.
L'utilisation de l'air comprimé est populaire car c'est une source d'énergie pratique et sûre.
Mais beaucoup de gens oublient que l'air comprimé est l'une des sources d'énergie les plus inefficaces : seulement 5% de l'électricité utilisée dans la production d'air comprimé est convertie en travail utile, les 95% restants vont dans le pipeline.
Économies d'énergie dans l'entreprise : air comprimé :
- N'utilisez pas d'air comprimé pour nettoyer la pièce.
- Réduire la température de l'air à l'entrée du compresseur de 3 % réduit la consommation d'énergie de 1 %.
- Pour ces procédés techniques, lorsque cela est possible, réduisez la pression de l'air comprimé au minimum. Baisser la pression de 10 % réduit la consommation d'énergie de 5 %.
- Effectuer des inspections périodiques, des réparations d'équipements de compresseurs et de lignes de transmission d'air comprimé. Premièrement, même la plus petite fuite d'air comprimé peut parfois réduire l'efficacité de l'équipement.
Économies d'énergie dans l'entreprise : nous réduisons les pertes de chaleur et de vapeur
La vapeur est souvent utilisée dans l'industrie, en particulier dans les industries du textile, de l'alimentation et de la transformation.
L'amélioration du rendement des chaudières à vapeur et la réutilisation de la chaleur générée peuvent réduire considérablement la consommation d'énergie de ces installations.
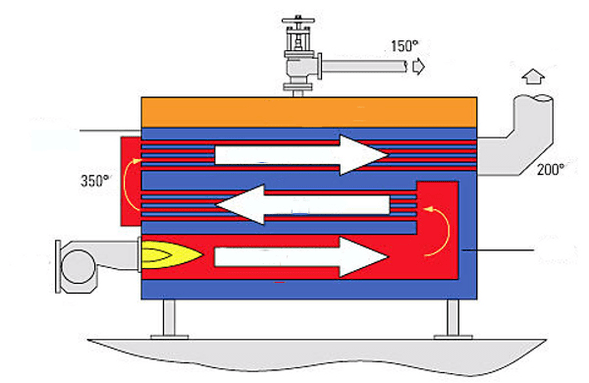
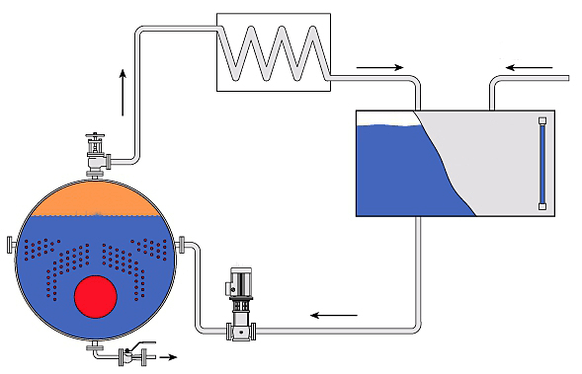
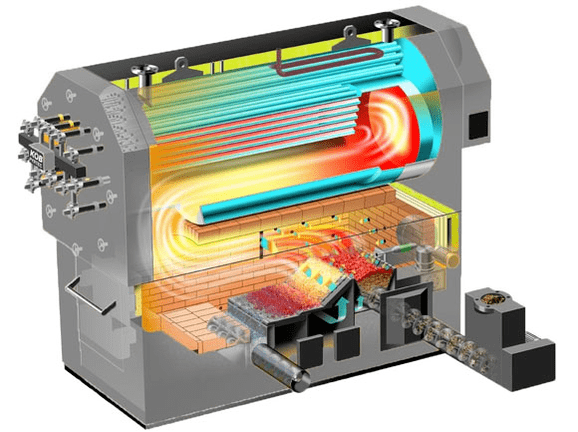
Production de vapeur
La chaudière fonctionne plus efficacement à pleine puissance.
En raison du fait que la demande de quantité de vapeur peut changer avec le temps, il arrive souvent que la chaudière fonctionne en dessous de sa charge optimale.
La capacité de la chaudière installée peut être bien supérieure aux besoins de l'entreprise, en raison d'une baisse de la demande de produits ou de plans non réalisés pour augmenter la production.
De plus, la capacité de la chaudière peut ne pas être requise en raison d'améliorations du processus de production ou de l'introduction de mesures d'économie d'énergie.
Dans de tels cas, la chaudière ne fonctionne pas à pleine capacité ou en mode marche/arrêt à cycle court.
Les deux situations entraînent des pertes d'énergie importantes.
Il n'existe pas de solutions simples et peu coûteuses à ce problème.
L'option la plus simple estinstaller une "petite" chaudière qui fonctionne à plein régimeavec une charge de travail moyenne ou faible dans l'entreprise.
Bien que ce ne soit pas une solution bon marché, la période de récupération d'un tel investissement peut être inférieure à deux ans.
Et en général, il est toujours plus efficace de disposer de plusieurs petites chaudières interchangeables, notamment dans les entreprises dont la demande change ou les fluctuations saisonnières importantes de la consommation de chaleur et de vapeur.
Système de régulation automatique
Si l'entreprise possède plusieurs chaudières, il est logique d'installersystème automatique pour réguler la charge de la chaudière. . .
L'automatisation répond au besoin de vapeur dans l'entreprise, en redistribuant la charge entre les chaudières, en allumant ou en éteignant les chaudières, augmentant ainsi considérablement l'efficacité de l'ensemble du système.
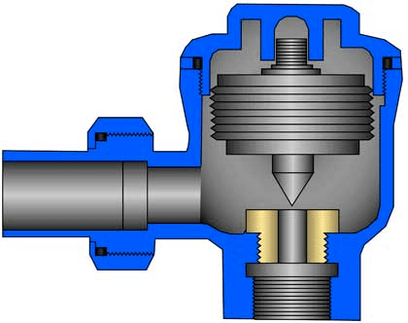
Robinet-vanne
Dans les entreprises où les chaudières sont régulièrement arrêtées en raison d'une baisse de la demande de vapeur, les pertes de chaleur à travers la cheminée peuvent être assez élevées.
Il est possible de bloquer la perte d'air chaud par la cheminée. l'installation d'un robinet-vannequi ferme le tuyau lorsque la chaudière est éteinte.
Prévention et entretien
Laissés sans surveillance, les brûleurs et les systèmes de retour de condensats peuvent rapidement se détériorer ou tomber en panne.
Cela peut réduire l'efficacité de la chaudière de 20 à 30 %.
Un programme de maintenance simple, garantissant que tous les composants de la chaudière fonctionnent à leur niveau maximum, augmentera considérablement l'efficacité de fonctionnement.
En pratique, un entretien régulier permet de réduire de 10 % la consommation énergétique de la chaudière.
Isolation : la perte de chaleur de la surface d'une chaudière correctement isolée doit être inférieure à 1 %.
Élimination de la suie et du tartre
Il est nécessaire de surveiller et d'éliminer en permanence la formation de suie dans les tubes de la chaudière, le tartre à l'intérieur de la chaudière.
Une couche de suie de 0, 8 mm d'épaisseur réduit le transfert de chaleur de 9, 5 %, tandis qu'une couche de 4, 5 mm d'épaisseur réduit le transfert de chaleur de 69 %.
Le tartre se forme lorsque du calcium, de la magnésie et du silicium se déposent sur l'échangeur de chaleur de la chaudière.
L'échelle de 1 millimètre d'épaisseur augmente la consommation d'énergie de 2%.
La suie et le tartre peuvent être éliminés mécaniquement ou avec des acides.
La formation de suie et de tartre peut être déterminée en augmentant la température des fumées ou par une inspection visuelle lorsque la chaudière ne fonctionne pas.
La formation de suie et de tartre doit être soigneusement contrôlée si la chaudière fonctionne avec des combustibles solides (charbon, tourbe, bois de chauffage).
Les chaudières à gaz sont moins sujettes aux problèmes de suie.
Optimisation de la purge de la chaudière
La purge de la chaudière est l'évacuation de l'eau de la chaudière pour nettoyer l'eau à l'intérieur de la chaudière des impuretés et des sels.
Le but du rinçage de la chaudière est d'empêcher ou de réduire la formation de tartre.
Une ventilation insuffisante de la chaudière peut entraîner la pénétration d'eau dans la vapeur ou la formation de dépôts dans la chaudière.
Un saignement excessif signifie une perte de chaleur, d'eau et de produits chimiques.
Le niveau optimal de purge dépend du type de chaudière, de la pression de fonctionnement dans la chaudière, de la préparation et de la qualité de l'eau utilisée.
La première chose à laquelle il faut faire attention est la préparation de l'eau. Si l'eau est bien traitée (faible teneur en sel), le taux de purge peut être de 4 %.
S'il y a des substances étrangères et des sels dans l'eau, le taux de purge sera de 8 % à 10 %.
Le système de purge automatique peut également réduire considérablement la consommation d'énergie.
La période d'amortissement d'un tel système est généralement de 1 à 3 ans.
Réduction des émissions de fumée
L'excès de fumée est souvent le résultat de la pénétration d'air dans la chaudière et la cheminée par des fuites et des ouvertures.
Cela réduit le transfert de chaleur et augmente la charge sur le système de compresseur.
Les fuites et les trous peuvent être facilement éliminés, il suffit d'effectuer périodiquement une inspection visuelle de la chaudière et de la cheminée.
Régulation de l'air
Plus il y a d'air utilisé pour brûler du carburant, plus la chaleur est projetée dans le vent.
Une quantité d'air légèrement supérieure au rapport stoechiométrique idéal carburant/air est nécessaire pour des raisons de sécurité, pour réduire les émissions de NOx, et dépend du type de carburant.
Les chaudières en mauvais état technique peuvent utiliser jusqu'à 140 % d'air supplémentaire, ce qui entraîne des émissions de fumées excessives.
Un brûleur à gaz efficace nécessite 2 à 3 % d'oxygène supplémentaire ou 10 à 15 % d'air supplémentaire pour brûler du combustible sans générer de monoxyde de carbone.
La règle générale est que l'efficacité de la chaudière augmente de 1 % pour chaque 15 % de réduction d'air supplémentaire.
Par conséquent, il est nécessaire de vérifier en permanence le rapport air/carburant.
Cet événement ne coûte rien, mais a un très bon effet.
Surveillance des émissions de fumée
La quantité d'oxygène dans les gaz de combustion est la somme de l'air supplémentaire (ajouté pour augmenter la sécurité et réduire les émissions) et de l'air qui est filtré dans la chaudière par les trous et les fuites.
La présence de fuites et de trous peut être facilement détectée en établissant un système de surveillance de l'air entrant et de la quantité d'oxygène dans les fumées.
En utilisant les données sur la quantité de monoxyde de carbone et d'oxygène, il est possible d'optimiser le rapport combustible/air dans la chaudière.
L'installation d'un système de surveillance et d'analyse des émissions de fumée s'amortit généralement en moins d'un an.
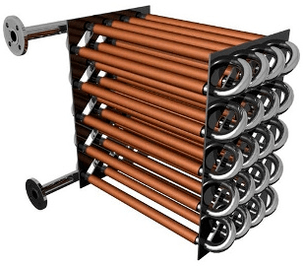
Économie d'énergie dans l'entreprise : installer un économiseur
La chaleur des fumées peut être utilisée pour chauffer l'eau entrant dans la chaudière.
L'eau chauffée pénètre dans la chaudière et nécessite moins de chaleur pour se transformer en vapeur, ce qui économise du carburant.
Le rendement de la chaudière augmente de 1 % pour chaque baisse de 22 °C de la température des fumées.
L'économiseur peut réduire la consommation de carburant de 5 à 10 % et s'amortira en moins de 2 ans.
Échangeur de chaleur pour extraire la chaleur de l'eau et la vapeur de la purge de la chaudière
L'échangeur de chaleur aidera à recycler environ 80 % de la chaleur de l'eau et de la vapeur provenant de la purge de la chaudière.
Cette chaleur peut être utilisée pour chauffer des bâtiments ou pour chauffer l'eau qui alimente la chaudière.
Toute chaudière avec un taux de purge constant de 5% ou plus est un excellent candidat pour un échangeur de chaleur.
Si le système de purge ne fonctionne pas en mode constant, il est alors logique de penser à le transférer en mode constant tout en installant simultanément un échangeur de chaleur.
La période moyenne de récupération d'un échangeur de chaleur ne doit pas dépasser 1, 5 à 2 ans.
Installer un économiseur de condensation
Le condensat chaud peut être renvoyé à la chaudière, économisant de l'énergie et réduisant le besoin d'eau traitée.
L'économiseur de condensation peut augmenter l'efficacité du système de 10 % supplémentaires.
L'installation d'un tel économiseur doit être effectuée sous la surveillance étroite de spécialistes qui prendront en compte toutes les nuances d'un tel système, son effet sur la chaudière et la composition chimique de l'eau.
L'utilisation d'un système qui renvoie les condensats vers la chaudière est généralement rentable en 1-1. 5 ans.
Un système qui dirige les condensats vers une alimentation en eau chaude s'amortit en moins d'un an.
<10_img_centerxx>Tours de refroidissement (tours de refroidissement)
Une tour de refroidissement est un échangeur de chaleur dans lequel l'eau est refroidie par un courant d'air.
Et en termes d'efficacité énergétique, une tour de refroidissement est un appareil qui projette de la chaleur dans le vent.
Potentiel d'économie d'énergie dans les tours de refroidissement :
- Dans certaines entreprises, il est logique d'abandonner complètement les tours de refroidissement. Il existe de nombreux cas où le chauffage est utilisé pour chauffer une pièce et en même temps une tour de refroidissement est utilisée pour dissiper la chaleur. L'installation d'une pompe à chaleur résoudra le problème de chauffage et réduira au moins partiellement le besoin d'utiliser la tour de refroidissement.
- L'installation de disjoncteurs de ventilateur de tour de refroidissement peut réduire la consommation d'énergie de 40 %.
- Le remplacement des ventilateurs en aluminium ou en fer par de nouveaux ventilateurs (fibre de verre et plastique moulé) peut réduire la consommation d'énergie jusqu'à 30 %.

Réduction des pertes dans les conduites de vapeur
Déconnexion des conduites de vapeur non réclamées
Les besoins et la consommation de vapeur sont en constante évolution.
Cela peut conduire au fait que l'ensemble du système de distribution de vapeur n'est pas utilisé à pleine capacité, mais seulement de 20 à 50 %, ce qui entraîne inévitablement des pertes de chaleur.
Il est clair que l'optimisation ou la reconfiguration de l'ensemble du système de distribution de vapeur pour répondre aux nouveaux besoins sera très coûteuse et peut-être pas réalisable.
Cependant, l'identification et l'arrêt des conduites de vapeur qui sont rarement utilisées peut être une mesure d'économie d'énergie très efficace.
Économie d'énergie dans l'entreprise - Isolation thermique des tuyaux
Les conduites de vapeur isolées peuvent réduire les pertes d'énergie jusqu'à 90 %.
C'est l'une des économies d'énergie les plus rapides dans un système de distribution de vapeur.
La période de récupération moyenne pour l'isolation des tuyaux à travers lesquels la vapeur ou l'eau chaude est transmise est d'environ 1 an.
Condensats tuyaux pour 1, 5-2 ans.
Surveillance des purgeurs de vapeur
Un programme simple pour surveiller l'état technique des purgeurs de vapeur peut réduire considérablement les pertes de chaleur.
Par exemple, si l'entretien n'a pas été effectué depuis 3 à 5 ans, alors, en règle générale, environ un tiers des purgeurs de vapeur sont en panne, permettant à la vapeur de s'infiltrer dans le système d'évacuation des condensats. .
En pratique, dans les entreprises disposant d'un programme de surveillance des purgeurs, pas plus de 5 % des purgeurs sont en panne.
La période d'amortissement moyenne pour le remplacement ou l'entretien d'un purgeur est de moins de six mois.
Un programme de surveillance des purgeurs réduira généralement les pertes de vapeur de 10 %.
Purgeurs thermostatiques
L'utilisation de purgeurs thermostatiques modernes peut réduire la consommation d'énergie tout en augmentant la fiabilité de l'ensemble du système.
Le principal avantage des purgeurs thermostatiques est que
- ouvert lorsque la température approche du niveau de vapeur saturée (+/- 2 C°),
- émettre des gaz non condensables après chaque ouverture et
- Ils sont à l'état ouvert au début du fonctionnement du système, ce qui assure leur échauffement rapide
De plus, ces purgeurs de vapeur sont très fiables et peuvent être utilisés dans une large gamme de pressions.
Déconnecter les purgeurs de vapeur
Vous pouvez réduire la consommation d'énergie en éteignant les purgeurs de vapeur sur les conduites de vapeur surchauffée lorsqu'ils ne sont pas utilisés.
Élimination des fuites de vapeur
Un programme de réparation de petites fuites de vapeur peut être rentable en moins de 3 à 4 mois.
Il ne faut pas oublier que de petites fuites peuvent passer inaperçues pendant des années, endommageant constamment le système.
Réutilisation des condensats et de la vapeur
Lorsqu'un purgeur évacue le condensat d'un système à vapeur, la chute de pression crée de la vapeur à partir de ce condensat.
Cette vapeur, avec le condensat, peut être utilisée dans un échangeur de chaleur pour chauffer l'eau ou l'air d'alimentation.
Plus important encore, il est possible d'utiliser cette vapeur et ce condensat près du point de rejet, car il peut être très coûteux de créer un système de tuyauterie séparé pour le transporter jusqu'au point d'utilisation.